i_Open 0.4T
i_Open 0.5T
新东方1000L系列
新东方1000FC
新东方1000X5
新东方1000X3
新东方1000N4s
新东方1000U2
新东方1000U1
新东方1000F1
TurboTom 3S-VET
TurboTom 2400-VET
i_Open 0.35T-VET
i_Open 0.3T-VET
突破
勇闯无人之境
MORE
品质
精雕细琢
创新
赋能临床
精准
洞察纤毫
i_Vision1.5T
无液氦磁共振
FREE-cool超低温传导平台
i-Smooth静音采集技术
Power sense快速成像技术
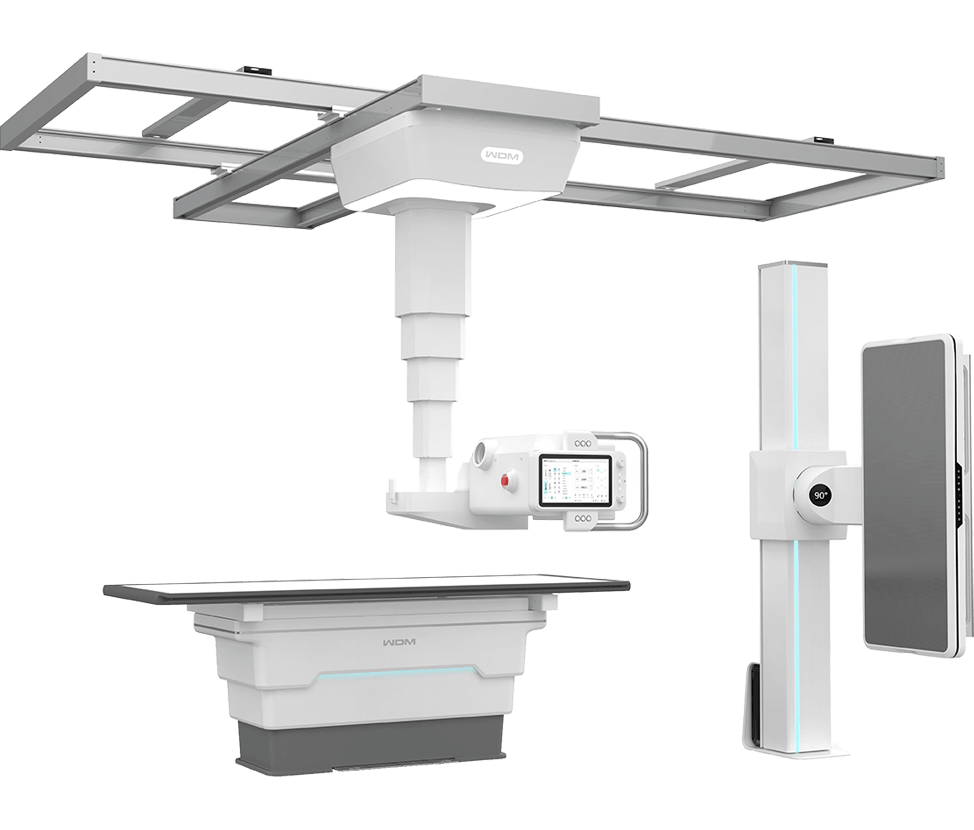
新东方1000L
全幅DR
Full View全幅成像平台
SWA广角成像系统
“慧眼”智能可视化导航系统
DRF-8C
动态平板多功能造影系统
临床高阶进化
全维度低剂量
智能驾驶舱
M600
立柱式移动DR
高清视界,百微米成像精度
全电动结构,操控便捷轻松用
可视化曝光,远程也精准
联系我们
010-84575764 400-815-8800
每日 AM 09:00 - PM 17:00